Точная инженерия для оптимальной установки и эксплуатации
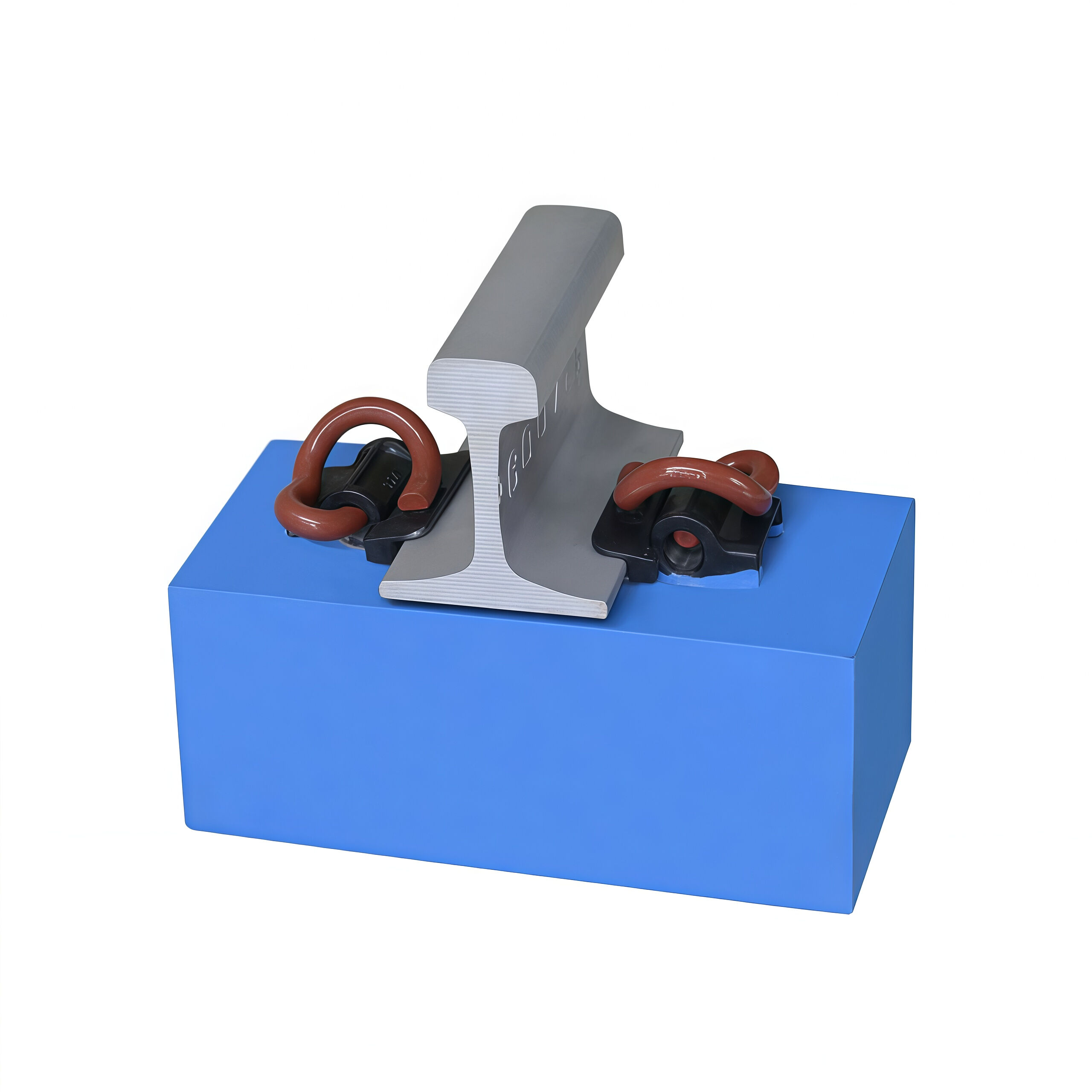
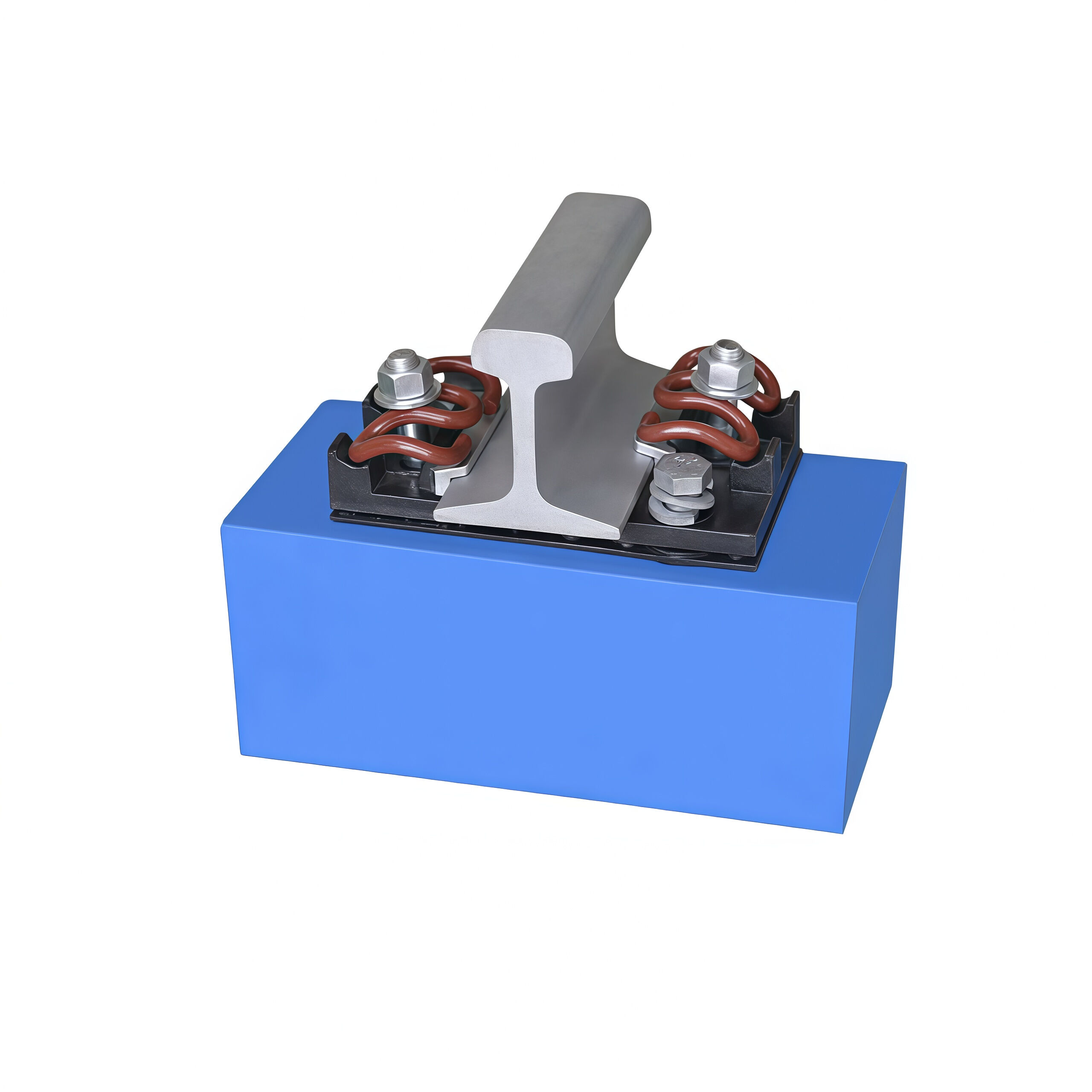
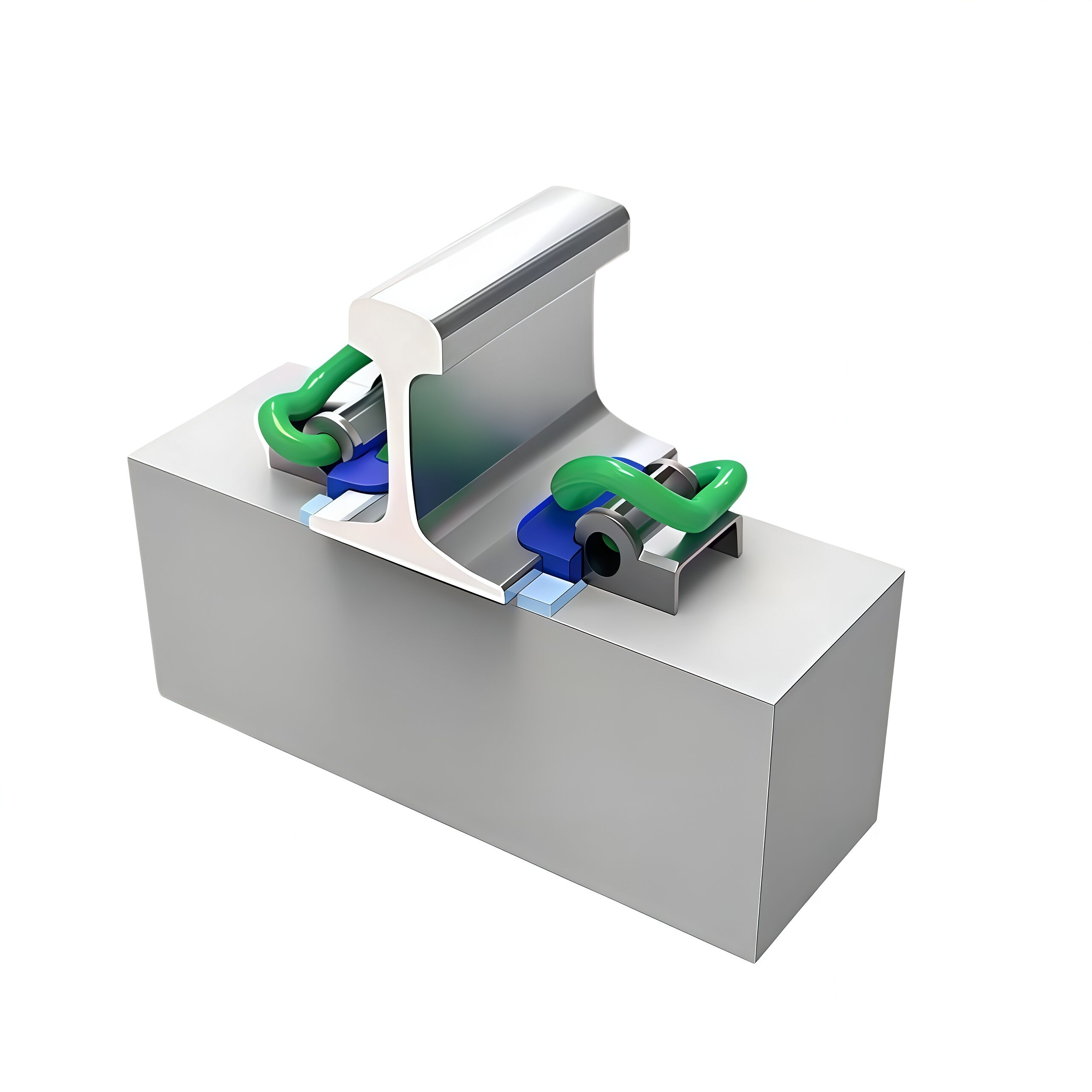
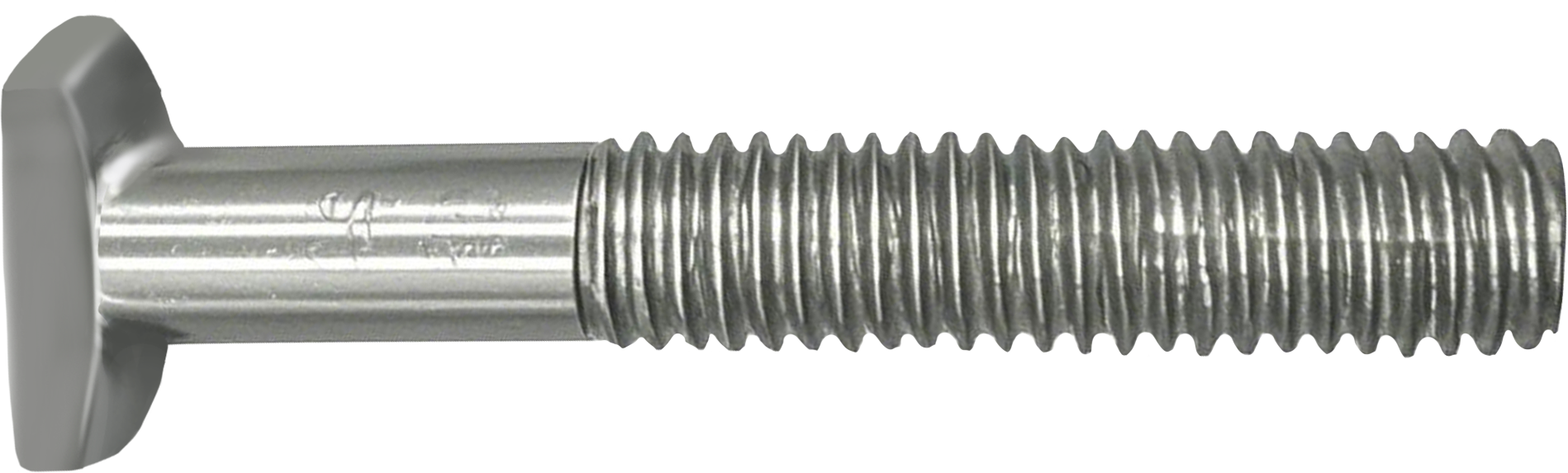
Точная инженерия, заложенная в производстве шпилек для железнодорожных путей, обеспечивает оптимальные процедуры монтажа и стабильные эксплуатационные характеристики, соответствующие строгим требованиям современной железнодорожной инфраструктуры. Процессы механической обработки с числовым программным управлением поддерживают допуски по размерам в пределах микроскопически точных спецификаций, гарантируя идеальное зацепление резьбы и устраняя вариабельность, способную негативно повлиять на качество монтажа или долгосрочные эксплуатационные показатели. Конфигурация профиля резьбы включает запатентованные модификации, оптимизирующие баланс между требуемым моментом затяжки при монтаже и предельной удерживающей силой, что позволяет бригадам технического обслуживания достигать необходимых значений предварительного натяга без риска повреждения резьбы или её задиров в процессе сборки. Спецификации геометрии головки обеспечивают несколько вариантов захвата ключом при одновременном сохранении компактных габаритов, минимизирующих требования к зазорам в ограниченных пространствах, характерных для конфигураций железнодорожных путей. Точный производственный процесс включает комплексные процедуры проверки размеров, подтверждающие соответствие каждого критического параметра инженерным спецификациям, что гарантирует идентичность эксплуатационных характеристик каждой шпильки независимо от партии производства или даты изготовления. Требования к отделке поверхности предусматривают точные значения шероховатости, оптимизирующие фрикционные характеристики между резьбовыми компонентами и предотвращающие задиры или заклинивание в ходе монтажных операций. Инженерный дизайн включает элементы для снятия напряжений, препятствующие возникновению трещин в переходных зонах между различными участками детали, с применением контролируемых радиусов и технологий плавного сопряжения поверхностей, устраняющих острые углы, где могут возникать концентрации напряжений. Спецификации момента затяжки при монтаже точно калибруются с учётом шага резьбы, свойств материала и условий смазки, предоставляя бригадам технического обслуживания чёткие рекомендации по достижению оптимальных значений предварительного натяга, максимизирующих силу зажима и одновременно предотвращающих перенапряжение. Подход точной инженерии распространяется и на процессы упаковки и транспортировки, обеспечивающие защиту критических поверхностей и резьбы при перевозке и хранении, чтобы качество монтажа не страдало от повреждений, возникающих до того, как шпилька для железнодорожных путей попадёт в конечное применение. Документация по качеству, прилагаемая к каждой производственной партии, содержит информацию о прослеживаемости и сертификаты соответствия эксплуатационным характеристикам, позволяя железнодорожным операторам вести исчерпывающие журналы технического обслуживания и подтверждать соблюдение норм безопасности и отраслевых стандартов на всём протяжении жизненного цикла инфраструктуры.